五軸數(shù)控代碼自動(dòng)生成技術(shù)
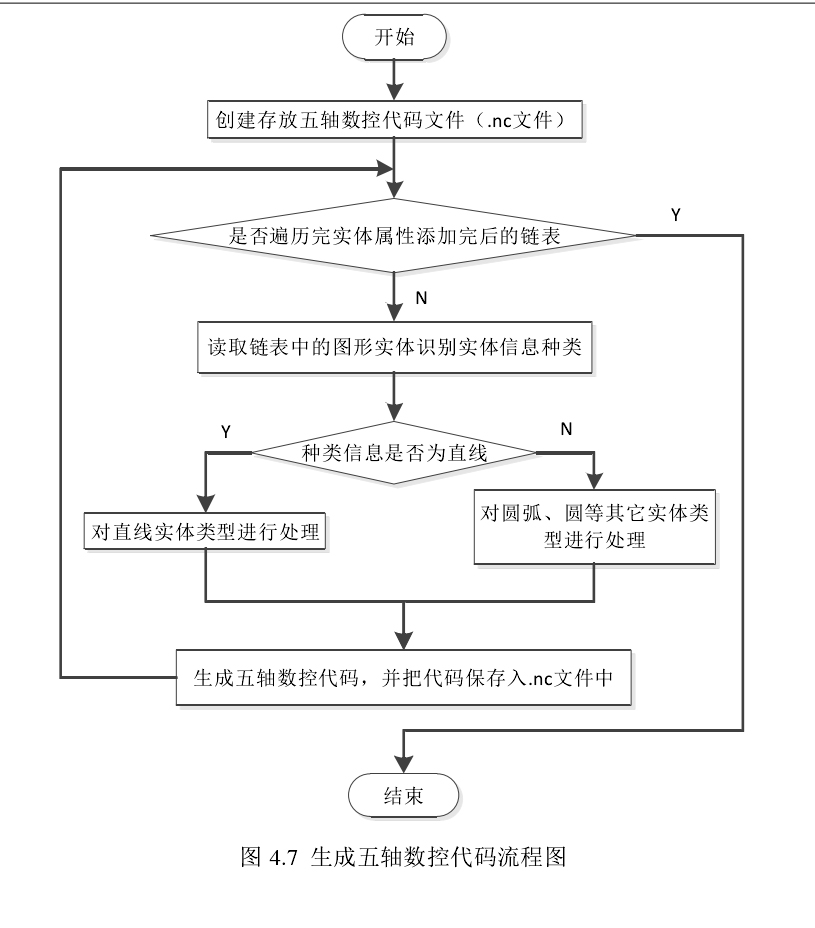
對(duì)完成圖像實(shí)體排序���、換向及水刀加工工藝參數(shù)添加等操作后鏈表中的數(shù)據(jù)進(jìn)行處理�����,得到五軸數(shù)控加工 G 代碼����。由于五軸水刀在對(duì)石材工件進(jìn)行切割時(shí)水刀中心離工件邊緣軌跡存在一個(gè)水刀半徑的偏置�,因此刀觸點(diǎn)到理想刀位點(diǎn)需要經(jīng)過一個(gè)水刀半徑補(bǔ)償��,即將刀觸點(diǎn)向遠(yuǎn)離工件的方向(即點(diǎn)的軌跡的法線方向)平移刀具距離 r�,得到指定工件坐標(biāo)下繪圖點(diǎn)的坐標(biāo),然后將偏置后的點(diǎn)的坐標(biāo)帶入上述根據(jù)方向一致性和位置一致性算出的 d1�����、d2����、d3、A���、B 中求出編程坐標(biāo),最后根據(jù)編程坐標(biāo)點(diǎn)輸出G 代碼到.nc 文件中�。在本 CAD/CAM 一體化軟件系統(tǒng)中,由于時(shí)間和精力有限����,只處理直線實(shí)體類型組成的圖形,沒有處理如圓弧���、圓�����、橢圓���、polyline��、polygon 等實(shí)體類型組成的圖形�����。如對(duì)于直線��,由于軌跡點(diǎn)的偏置����,就會(huì)引入一段拐角處的軌跡�����,在這里直接以 C 刀補(bǔ)的方式進(jìn)行處理����,即拐角處以直線段的方式來處理,如圖 4.6 所示����,若加工軌跡為矩形 ABCD�,則水刀除了加工 A’B’�、B”C’、C”D’���、D”A”直線段外�,還要多加工 B’B0����、B0B”、C’C0��、C0 C”����、 D’D0、D0 D”�����、A”A0���、A0 A’等直線段軌跡���。根據(jù)加工的兩段軌跡的矢量夾角 α 和刀補(bǔ)方向的不同,拐角處的處理方式可以分為:當(dāng) α≥180°時(shí)����,為縮短型;當(dāng) 90°≤α<180°時(shí)��,為伸長型���;當(dāng)α<90°時(shí)�����,為插入型��。這種 C 刀補(bǔ)拐角處處理方式的特點(diǎn)為:相比于 B 刀補(bǔ)(拐角處以圓弧銜接)尖角工藝性好���,且可實(shí)現(xiàn)過切自動(dòng)預(yù)報(bào)(在內(nèi)輪廓加工時(shí)),避免產(chǎn)生過切��,從而保證切割出圖形軌跡的正確性�����。在對(duì)鏈表的數(shù)據(jù)結(jié)構(gòu)進(jìn)行處理時(shí),先判斷圖形實(shí)體類型���,如是直線表示為“RS_Line”�����,如是圓弧表示為“RS_Arc”等�����,然后再具體到針對(duì)特定實(shí)體類型信息進(jìn)行處理�,生成五軸數(shù)控加工 G 代碼�,保存到.nc 文件中。五軸數(shù)控代碼自動(dòng)生成的流程圖如圖 4.7 所示��。 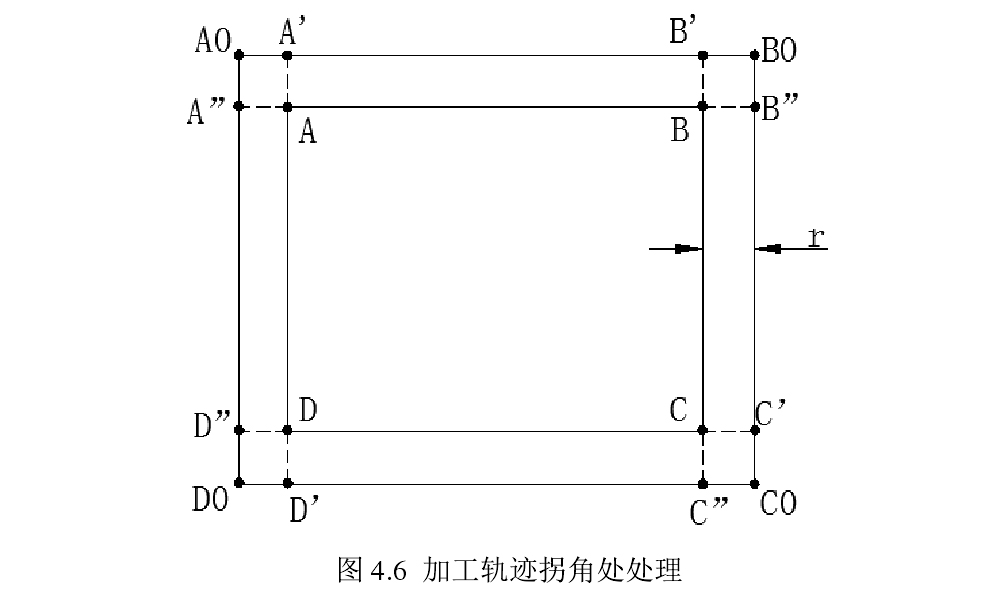


 首頁
首頁
 產(chǎn)品中心
產(chǎn)品中心
 電話咨詢
電話咨詢
 售后服務(wù)
售后服務(wù) 售前服務(wù)
售前服務(wù) 關(guān)注公眾號(hào)
關(guān)注公眾號(hào)